| (写真:山本貴金属地金㈱提供) | ||
A B B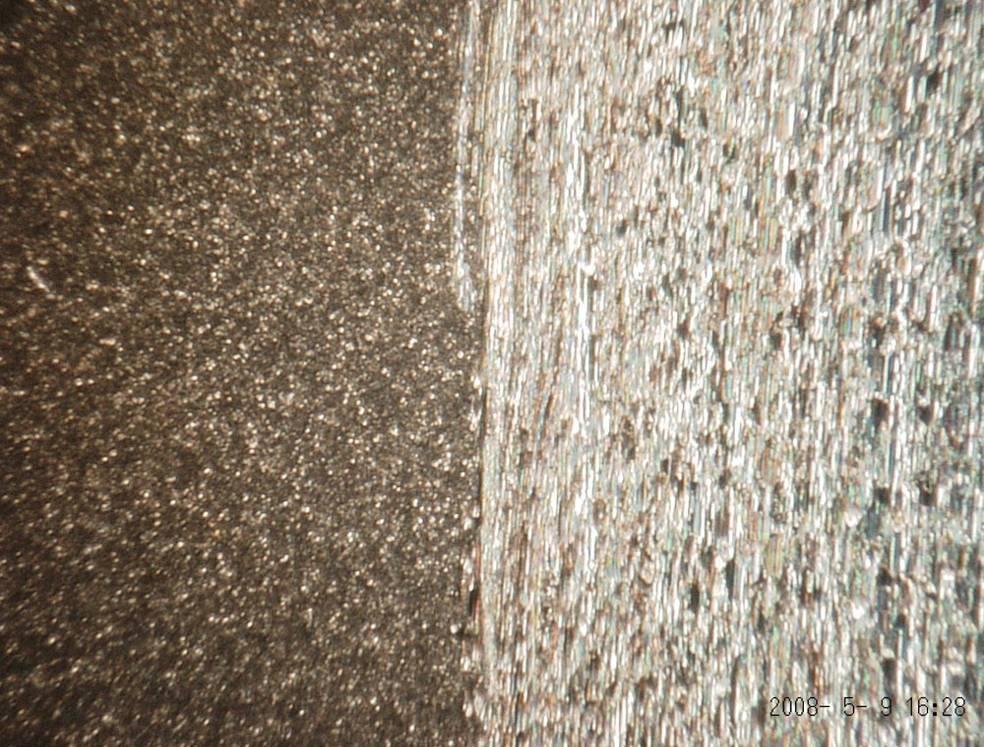 C C |
||
| 写真A:鋳造後埋没材から掘出しサンドブラスト処理したもの 写真B:右半分のみメタル調整したもの 写真C:全体にアルミナサンド処理後超音波洗浄したもの (写真はすべて100倍) |
||
この検体をディギャッシングしたものが 写真Dです (写真:山本貴金属地金㈱提供) |
||
D 100倍 100倍 |
||
メタル調整を行わなかった面に比べてメタル調整を行なった面の方は、酸化膜が濃く見えると思いますが これはメタル調整を行なった面が行なわなかった面に比べ、表面積が多く均一に荒れていることで濃く (暗く)見えるからだと思います。 陶材とメタルのボンディングで最も重要な要素である科学的結合は、メタルをディギャッシングし表面に 酸化膜を生成させ、そこに生成された金属酸化物と陶材の金属酸化物を共有結合させることで結合させ ますが、この際、メタルと陶材の接地面積が多いほうがより強固にボンディングします。また、メタル表面 に鋳造時に巻き込んだ埋没材が残っていたりすると陶材焼成中の気泡(ガス)の発生の原因になります。 このことから、鋳造掘出し後アルミナで埋没材を除去した後、メタル表面を一層削り新生面を出し アルミナ処理を行いメタル表面を均一に荒らしてメタルの表面積を増やし、陶材とメタルの接地面積 を増やして頂く事をお勧めします。 |
||
| |
||
| 切削効率が良く残留物を生じないカーバイトバーで、鋳造体表面に焼きついた埋没材や鋳巣、突起、 不均一な酸化膜等を取除き最終的なフレーム形態,厚さに整え、セラモメタルポイントを使用して方面を 均一にならして下さい。    A 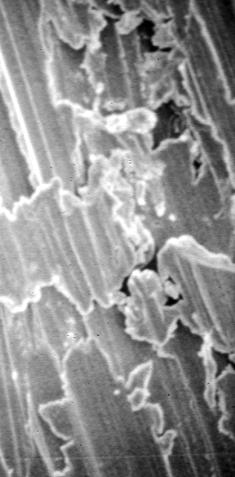 B B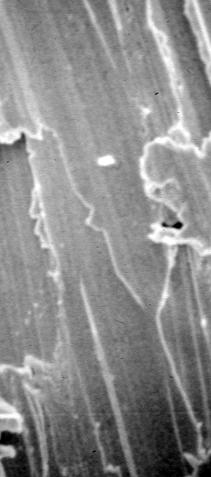 (写真:山本貴金属地金㈱提供) (写真:山本貴金属地金㈱提供)写真A:カーバイトバーのみでメタル調整をした表面 写真B:メタル調整の仕上げにセラモメタルポイントを使用した表面 仕上げにセラモメタルポイントを使用したほうが表面の荒れが少ないのがわかります。 メタル表面が荒れすぎると陶材焼成中のガスの発生の原因にもなります。 ハイプレシャスメタルのように流動性が良く鋳型表面の再現性の良いメタルを使用した場合や 鋳造後面荒れがひどい時などに、メタル調整の仕上げにシリコンポイントを使い仕上げ研磨前 くらいまで研磨することで、表面の巣、メタルの重なりやめくれ等が完全に取除かれた事を確認 している方もいらっしゃいます。   カーボランダムは主成分の炭化ケイ素をメタル調整中に巻き込んでしまい、焼成中のガスの発生の 原因になる恐れがありますので、出来るだけし使用しないで下さい。 メタル調整によって出来た加工応力は加熱時に開放され加工歪みとなって現れるので、歯軸方向では なく、近遠心方向に研削して下さい。特にマージン部は加工応力の影響を受けやすいので気をつけて 下さい。  (写真:山本貴金属地金㈱提供) (写真:山本貴金属地金㈱提供) |
