| ブローパイプでのメタル溶解 写真:山本貴金属地金㈱提供 | |||
1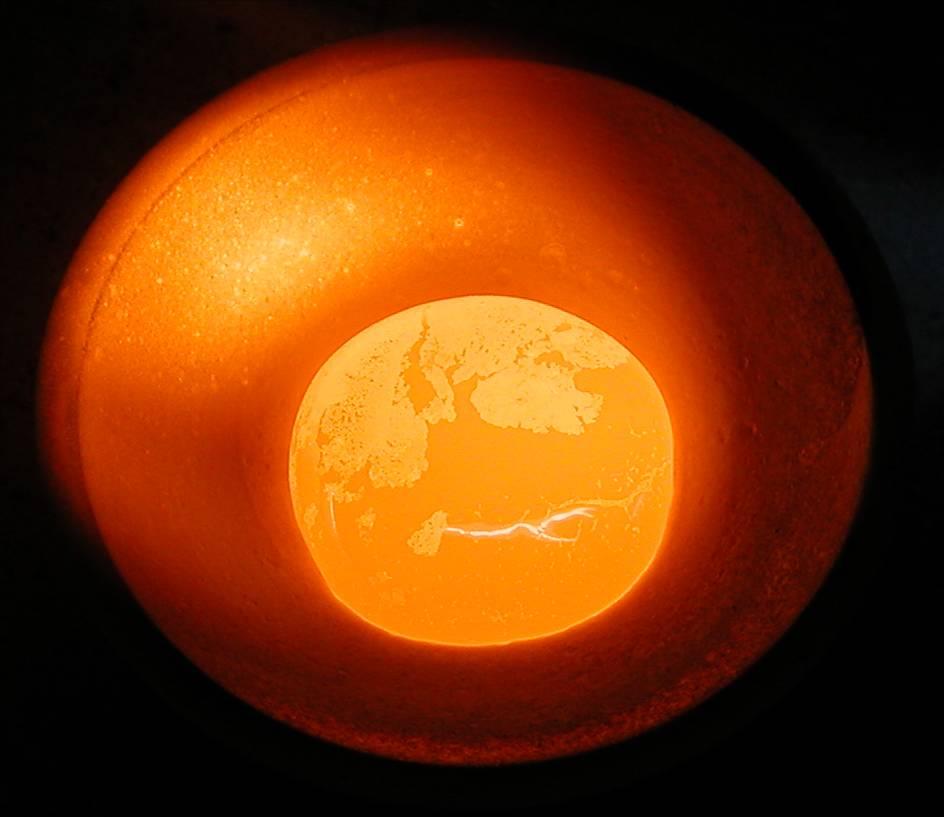 |
2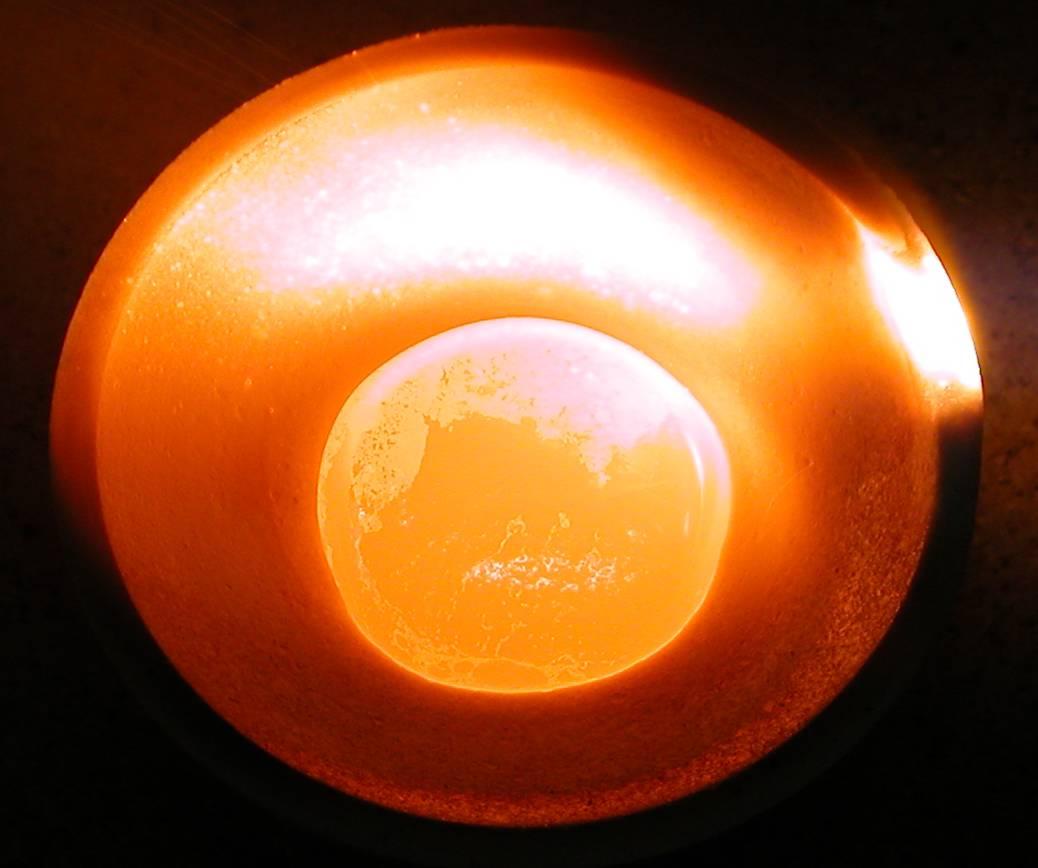 |
||
3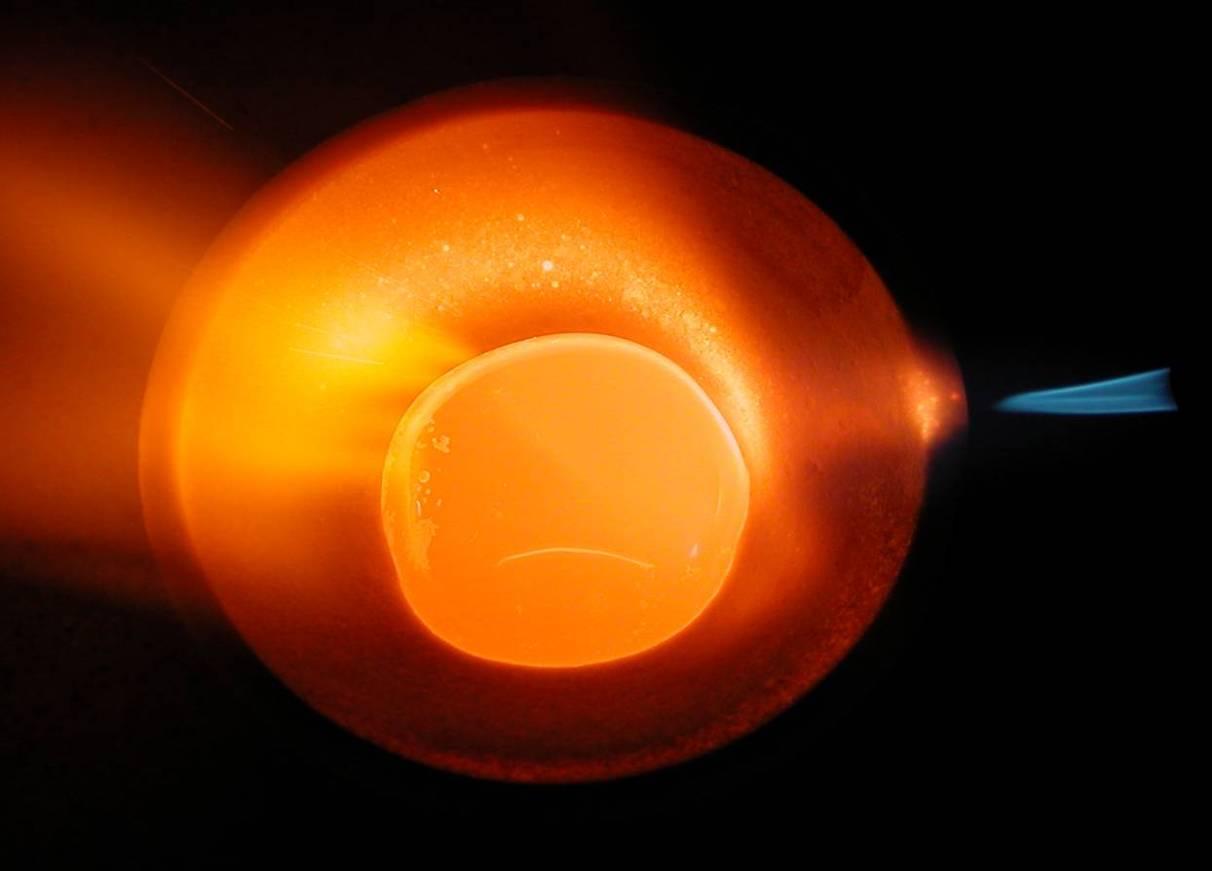 球状回転後溶湯がオレンジ色に光った時がパラジウム・金金合金のキャストタイミングです |
|||
4 |
4の拡大 |
||
| 溶解中に何かが跳ねることがありますが、脱酸材として含有されている亜鉛やスズです。 ここまで溶かしてもオーバーヒートではありませんが、このように脱酸材が飛んで減ってしまうので、 バージンメタルを足さず押し湯だけでの繰返し鋳造は出来るだけ避けて下さい。 |
|||
5 |
6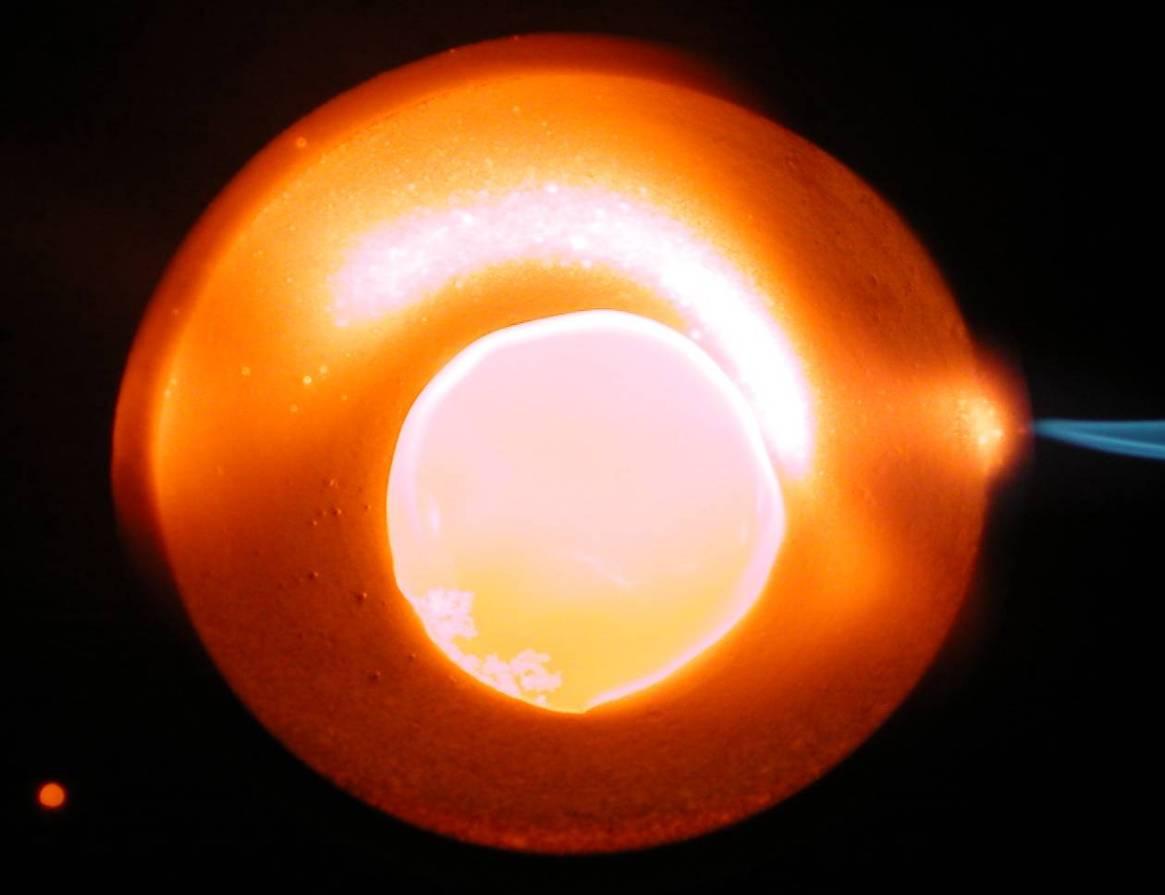 溶湯が白く光出した時がメタルボンド用合金 のキャストタイミングです |
||
| |
|||
真空加圧反転式鋳造機でのメタル溶解 |
|||
 |
パラジウム・金合金のキャストタイミング | ||
 |
MB用合金のキャストタイミング | ||
真空加圧反転式鋳造機の設定 |
|||
1・・・鋳造温度の設定について |
|||
 |
水の方は、激しく振った際に空気と混ざり合って出来た 気泡が完全に抜けていますが、グリセリンの方はかなり 気泡が残っています。 グリセリンほどではないと思いますが、メタル(溶湯)にも 粘性があります。 一般的にオーバーヒートによる鋳巣や面荒れを懸念 して、出来るだけ低い温度で鋳造しがちではありますが、 このことから少し高い温度で溶解し、メタル(溶湯)の粘性 を少しでもなくしてキャストをして頂くことをお勧めします。 また同様にワックス量が多いときと少ないときでは設定 温度を変えて頂くことをお勧めします。 溶解温度設定の目安 お使いのメタルの液相点+液相点の10% (山本貴金属㈱推奨) *海外メーカーなどでは+150℃と指定しているメーカーもあります。 |
||
| グリセリンと水を30秒間激しく振り、その後30秒間放置した状態 | |||
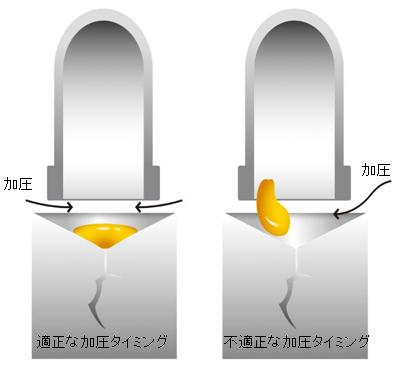
| 2・・・加圧タイミングの設定について | |||
 |
 |
||
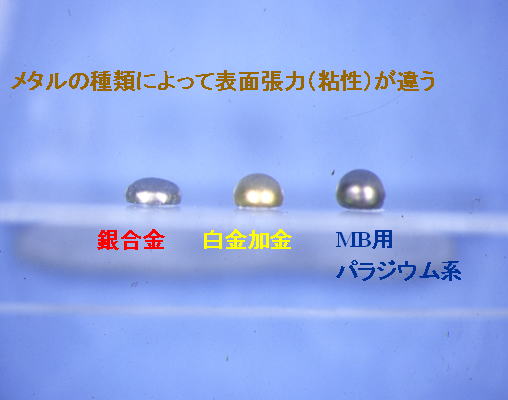
| このようにメタルによって表面張力が違います。このことから使用メタルによって加圧タイミングの設定を 変えることで、溶湯が完全にクルーシブルに落ち込む前に空気(圧)が先に侵入してしまうことを避ける ことが出来ます。 設定の目安 表面張力が低いメタル(溶湯が落ち込むのが早い)・・・・・・・・加圧タイミングを早めに設定する MB用プレシャスメタル MB用セミプレシャスメタル 金合金 白金加金 銀合金 表面張力が高いメタル(溶湯が落ち込むのが遅い)・・・・・・・・加圧タイミングを遅めに設定する MB用パラジウム系メタル 金銀パラジウム合金(12%Pdなど) |
|||
| 冷却時間の設定について | |||
| 真空加圧反転式鋳造機にて銀合金を鋳造 | |||
  |
 |
||
| スプルー線:1.5mm 冷却時間:3分 | スプルー線:1.5mm 冷却時間:15分 | ||
| 冷却時間3分の方は窪みが出来てしまいました。 | 冷却時間15分の方には窪みは出来ませんでした 。 | ||
 |
|||
| 上の写真の様にチャンバーが反転している間は、(冷却時間)圧が掛かっています。 銀合金のように融点の低いメタルは凝固に時間が掛かってしまうので、冷却時間を長めに設定することを お勧めします。 また、他のメタルについてもメタル量が多いケースの時などは冷却時間を通常より長めに設定することで、 鋳巣対策になると思います。 |
|||
