| �Đ��s���ɂ��ā@�@�@ | ||
| �f�B�M���b�V���O��ⓩ�ޏĐ���Ƀ��^���t���[�����Đ��s������O���ہA�����Ȃ��Ă��邱�Ƃ�����܂����A����͕ό`�ł͂Ȃ����Ǝv���������Ă݂܂����B | ||
�g�p�������^��  �@�@�@�@ �@�@�@�@ |
||
 |
||
��r�����Đ��s���Ɩ͌^�ƃt���[��   |
||
   |
||
   |
||
| �@���t���[���͓������̂��Q�p�ӂ��܂����B�B | ||
  |
||
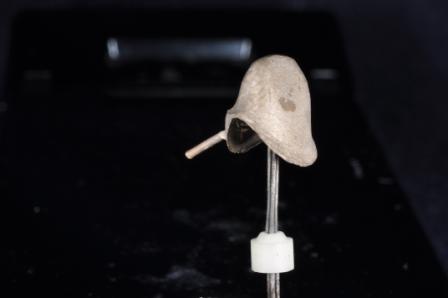
| ��̎ʐ^�̂悤�ɂQ�̃t���[�������ꂼ�ꑾ���s���i����͂킴�Ə��������s�����g���܂����j�ƍׂ��s���ɃZ�b�g���A�Đ����܂����B �i���ނ̎��k���̉e�����o�Ȃ��悤�ɂ����ē��ނ͒z�������t���[�������ŏĐ��j ���Đ��X�P�W���[���͉��L�̒ʂ�ł��B |
||
�Đ��X�P�W���[�� �����T���@�V�O�O���`�X�U�O���i�q�[�g���[�g�U�O��/���j��C���@�W���T���E�E�E�P��i�f�B�M���b�V���O�j �����T���@�S�T�O���`�X�U�O���i�q�[�g���[�g�T�O��/���j�^��@�@ �W���R���E�E�E�P��i�E�H�b�V���I�y�C�N�j �����T���@�S�T�O���`�X�R�O���i�q�[�g���[�g�T�O��/���j�^��@�@ �W���P���E�E�E�P��i�I�y�C�N�j �����T���@�T�T�O���`�X�O�O���i�q�[�g���[�g�T�O��/���j�^��@�@ �W���P���E�E�E�Q��i�{�f�B�[�j �@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�ȏ�T�� |
||
 |
||
| ����̏Đ��㑾���s���ɃZ�b�g�����t���[���͏�̎ʐ^�̂悤�ɁA�����グ�Ă��s���ƃt���[��������܂���ł����B | ||
| ���ꂼ��̂T��Đ���̎ʐ^�ł� |
||
A B B |
||
C D D |
||
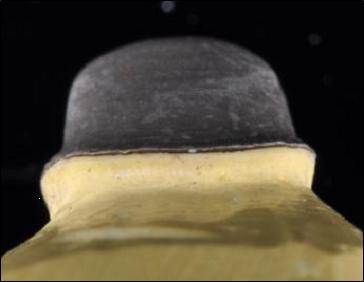
| �ʐ^B�@�̊g�� |
||
 |
||
| �����s�����g�p�����ق��̓}�[�W���������Ă��܂����B | ||
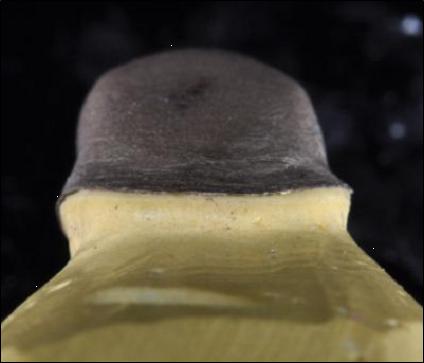
�ʐ^D�@�̊g�� |
||
 |
||
| �ׂ��s�����g�p�����ق��̓}�[�W���͂����܂���ł����B | ||
 |
||
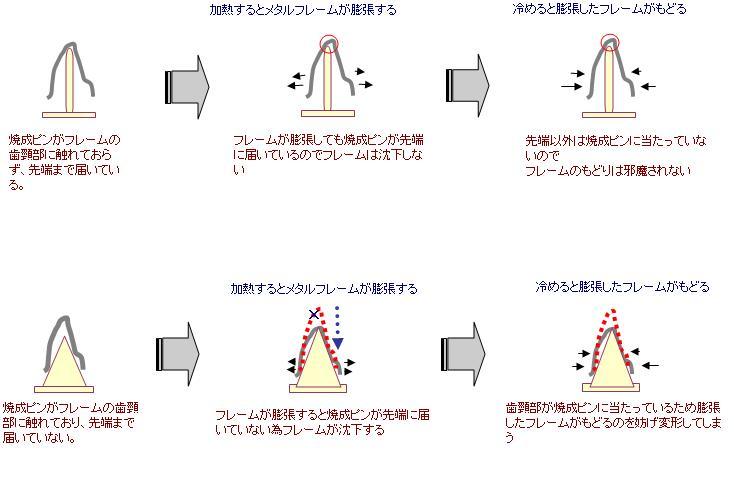
| ��̐}�̂悤�Ȃ��Ƃ��N�����Ă���̂ł͂Ȃ����Ǝv���܂��B | ||
| ����̎����͓��ГƎ��̎����̌��ʂȂ̂ŁA�K�������K�Ȍ��ʂƂ͌���܂��s�K���̂P�̗v���Ƃ��čl������Ǝv���܂��B �Đ��s���͉��̎ʐ^�̂悤�Ƀt���[���̐�[�܂œ͂��Ȃ��i�ʐ^A�j���̂ł͂Ȃ��t���[���̐�[�܂œ͂� �i�ʐ^B�j���̂��g���̂��]�܂����Ǝv���܂��B |
||
�ʐ^A �@�ʐ^B �@�ʐ^B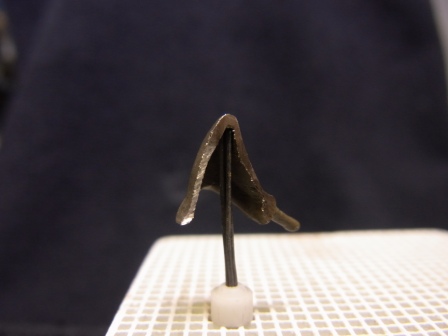 |
