ディギャッシングについて |
||
スケジュール ・ハイプレシャス系(黄金色) 炉口付近で5分間乾燥後、ヒートレート60℃/mで700〜960℃(大気中)で5分間係留後放冷 ・プレシャス系(白色)・セミプレシャス系 炉口付近で5分間乾燥後、ヒートレート60℃/mで700〜980℃(大気中)で5〜10分間係留後放冷 ・パラジウム系 炉口付近で5分間乾燥後、ヒートレート60℃/mで700〜980℃(大気中)で5〜10分間係留後放冷 |
||
ディギャッシングの注意点 ・炉口付近での乾燥を行わずディギャッシングしたり、真空下でディギャッシングをすると、不均一な 酸化膜を生成してしまい、ボンディングや色調に悪影響を及ぼす可能性があるので、必ず炉口付近 での乾燥を行い大気中でディギャッシングを行って下さい。 ・前ろう付けを行ったケースでは、お使いになったろう材によってはディギャッシング温度とろう材の融点 (固相点)との温度差が、あまりない場合がありますので、焼成スタンドの固定の工夫やディギャッシ ング温度を少し下げるなどの変形防止への対処を行って下さい。 |
||
800℃でディギャッシング   |
||
920℃でディギャッシング 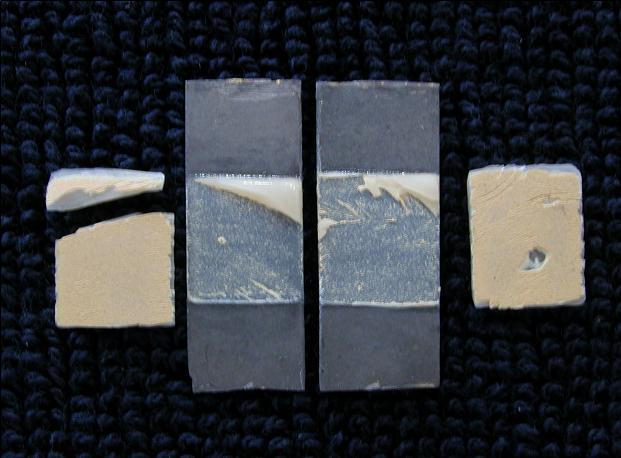 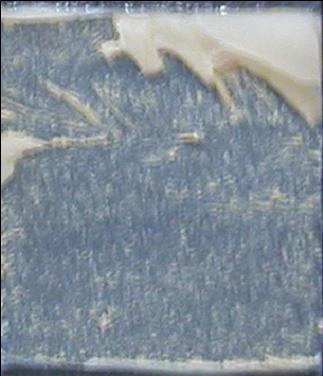 |
||
980℃でディギャッシング   |
||
| 上の写真は平板にオペーク・ボディーを焼きつけ、割ったものです。 800℃と920℃でディギャッシングした検体と980℃でディギャッシングした検体の酸化膜の色の 違いがわかると思います。また、拡大写真では800℃と920℃に対して980℃でディギャッシング した検体に残っているオペークの量が多いのがわかって頂けると思います。 *使用したメタル・・・Au58.5% ・ Pd31.3% ・ Ag1.95% のセミプレシャスメタル |
||
| |
||
ディギャッシング後の処理について |
||
・ハイプレシャス系(黄金色) ハイプレシャス系のメタルの酸化膜は黒く厚く張りボンディングや色調に悪影響を及ぼす可能性が あります。 ディギャッシング後、希硫酸で5〜10分間酸処理をし、その後、水・蒸留水等で10分間程超音波 洗浄をして頂くことをお勧めします。 (*酸浴材としてフッ酸を使用してもかまいませんが希硫酸で十分です) ・プレシャス系(白色)・セミプレシャス系 ディギャッシング後、汚れの再付着に注意し、オペーク塗布を行って下さい。 (メタルによっては黒っぽい酸化膜を生成するものもありますが、そのままオペーク作業を行って 頂いてかまいません。もし黒い酸化膜が気になる場合は希硫酸で5分間さん処理後、水・蒸留水 等で、超音波洗浄を行って下さい。) ・パラジウム系 パラジウム系の中でもシルバー含有のメタルはディギャッシング後オペーク作業を行って頂いて かまいませんが、ノンシルバーのパラジウム系メタルは酸化膜が黒く厚く張り、ボンディングや色調に 悪影響を及ぼす可能性があるので、ディギャッシング後アルミナ処理(2気圧位)を行い表面の酸化膜 を飛ばしてから、アルコール又は水・蒸留水等で5〜10分間超音波洗浄を行った後、オペーク塗布を 行って下さい。 |
||
| |
||
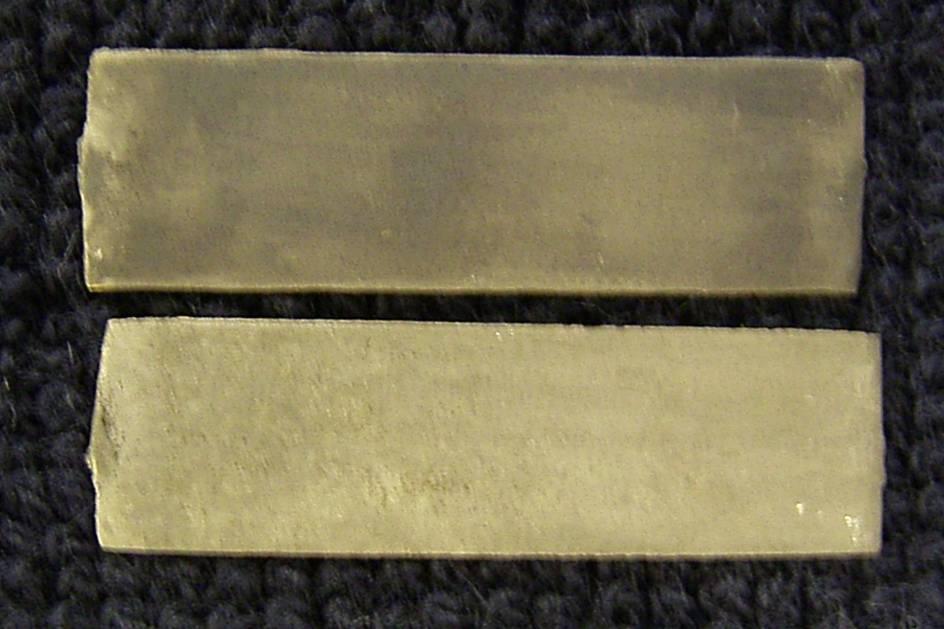
| ハイプレシャス系 ディギャッシング後の色調に関して *使用メタル:ヤマモト スーパーエクセレント ハイプレシャス系(黄金色)Au86% ・ Pt11.8% |
||
 |
||
| 上の平板はディギャッシング後ピックリングなしのもの 下の平板はディギャッシング後希硫酸にて酸処理を行ったもの |
||
| ディギャッシング後は酸化膜が黒く張っていますが、酸処理をしたことで、黒い酸化膜はなく なっています |
||
 |
||
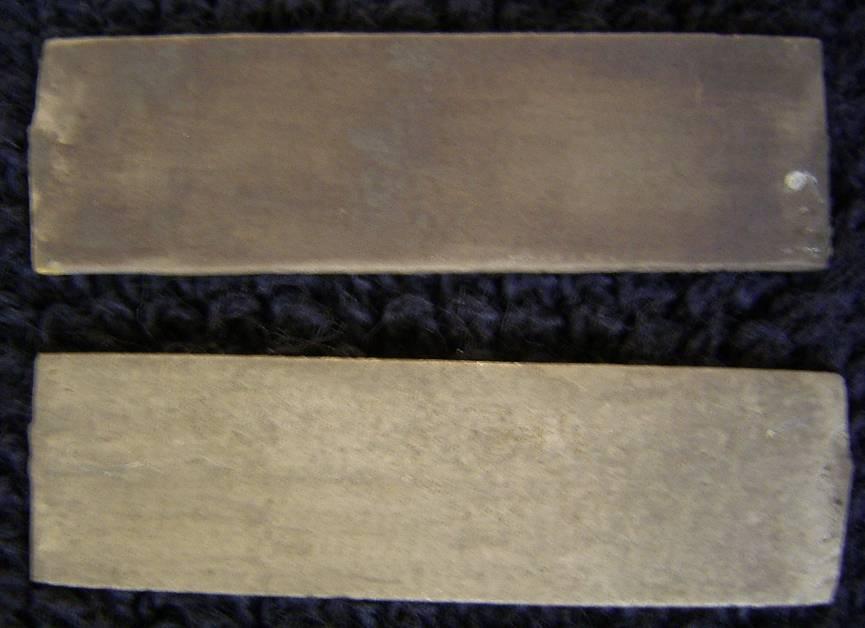
| 上の平板はディギャッシング後そのまま900℃で2回焼いたもの 下の平板はディギャッシング後希硫酸にて酸処理したものを900℃で2回焼いたもの |
||
| ディギャッシング後酸処理を行わなかった平板はその後の焼成で、さらに黒い酸化膜が張ってい ますが、ディギャッシング後酸処理を行った平板は酸処理を行わなかった平板に比べ、黒く なっていないのがわかると思います。 このようにディギャッシング時に生成された黒い酸化膜を1度落とすことで、その後の焼成作業において メタルが黒くなりずらいようです。 |
||
| |
||
A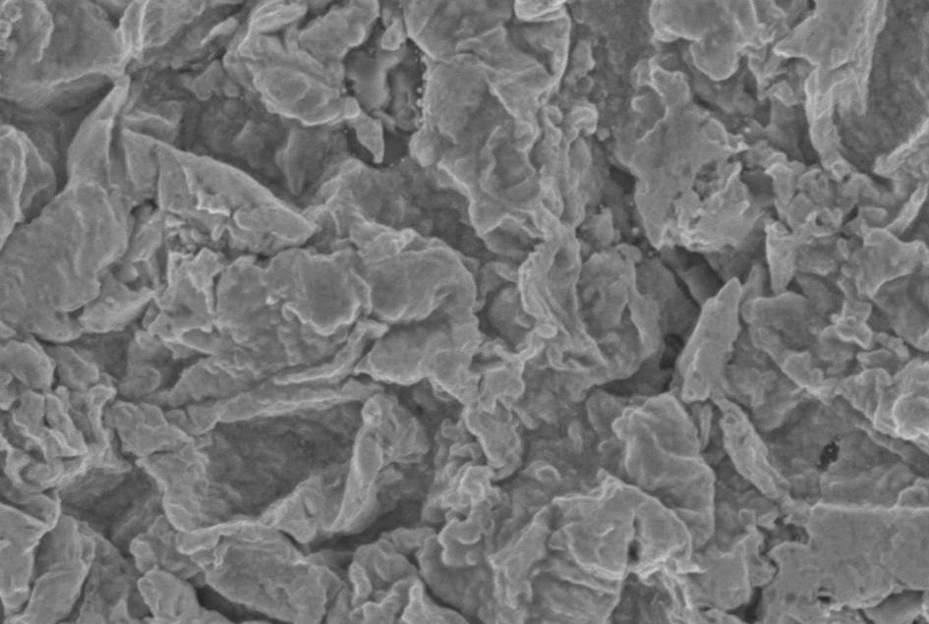 B B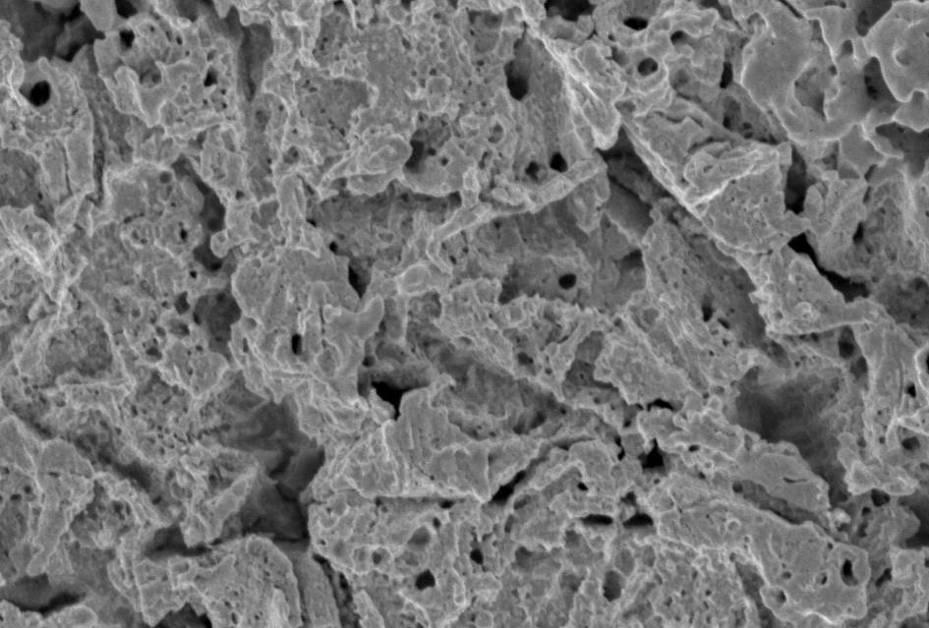 1800倍 写真:山本貴金属地金㈱提供 |
||
| 写真Aは金86%含有のハイプレシャスメタルのディギャッシング後の酸化膜の顕微鏡写真です。 写真Bはディギャッシング後希硫酸で5分間酸処理した後の酸化膜の顕微鏡写真です。 |
||
C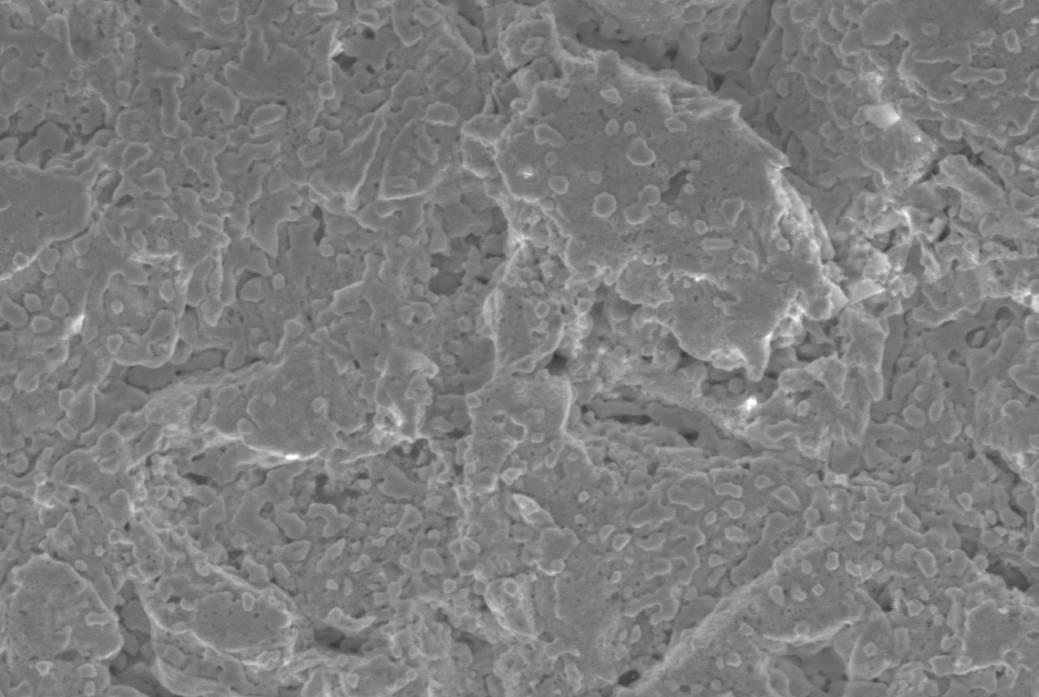 D D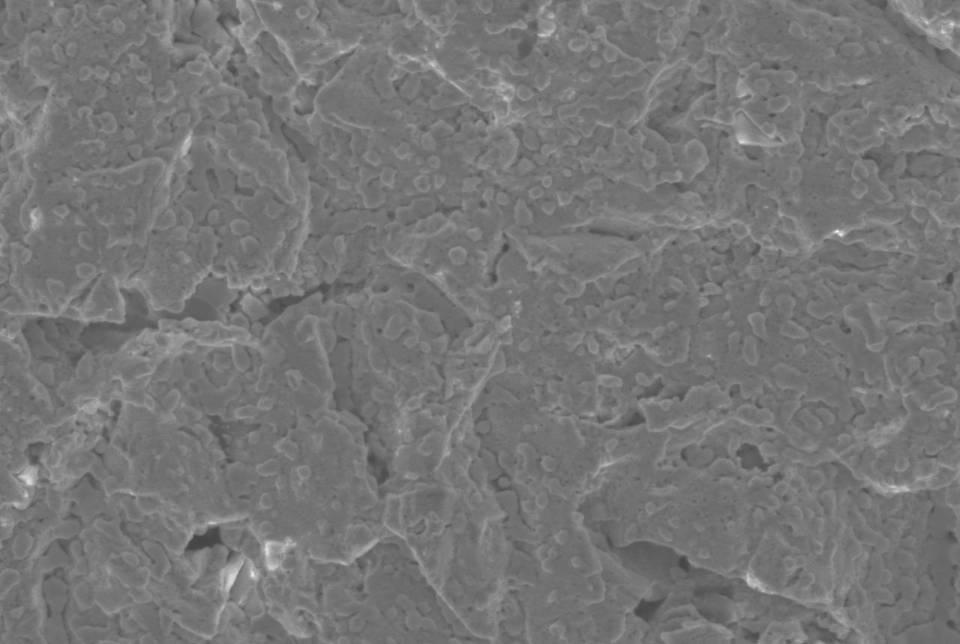 1800倍 写真:山本貴金属地金㈱提供 |
||
| 写真Cは金52%含有のセミプレシャスメタルのディギャッシング後の酸化膜の顕微鏡写真です。 写真Dはディギャッシング後希硫酸で5分間酸処理した後の酸化膜の顕微鏡写真です。 |
||
セミプレシャスはディギャッシング後の酸処理前と後であまり変化は見られませんが、 ハイプレシャスメタルの方は、酸処理前と後では酸処理後のほうがモヤモヤしたものがなくなりシャープ に見えます。これは厚く張った酸化膜が取れた為だと思います。 必要以上に厚く張った酸化膜は、ボンディングに悪影響を及ぼしたり、陶材焼成中に気泡の発生の原因 にもなりかねないので、取り除いてから築盛作業に入ることをお勧めします。 |
