| �����ƍ����̒��ڂɂ��Ă��q�l��肨�⍇�����������Ă݂܂����B |
���e
�����ƍ����̒��ڂ͋��ڂɎ_��������݂��Ă��܂��ג��ڂł��܂��A���q�l��肠�郁�[�J�[���J�[�{���ܗL��
���v�ނ��g�p������^�����_���������ڏo����̂ł͂Ȃ����H�ƌ���ꂽ�Ƃ��₢���킹���܂����B
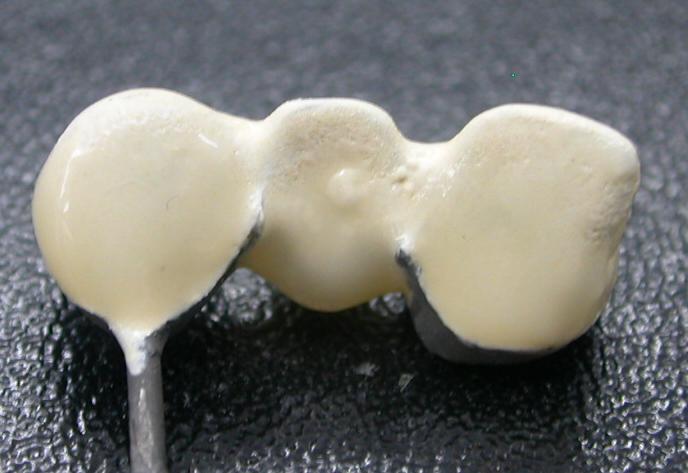
�����Ńx�l�t�B�b�g�f�E�x�o�R�T�E�����̂R��ނ̃��^����p���āA�L���b�v���쐻���i�ʐ^�P�`�R�j�L���b�v�쐬��L���b�v���
�v�`�w�t�o���s���A�Q��ނ̖��v�ނ�p���Ė��v���A���ꂼ��̃L���b�v�Ƀx�l�t�B�b�g�f���L���X�g�����ڂ��܂����B
|
�g�p�����F�x�l�t�B�b�gG�@�n�C�J���b�g���������iAu�V�O���EPt�S�D�T���EPd�Q���EAg�P�R�D�U���ECu�W�D�W���@�ܗL�j
�@�@�@�@�@�x�o�|�R�T�@�@�@ �Z�~�J���b�g���������iAu�R�T���EPt�P���EPd�P�Q���EAg�R�X�D�Q���ECu�P�Q���@�ܗL�j
�@�@�@�@�@���ȗp���n���i�����j
���ڍ����F�x�l�t�B�b�gG�@�n�C�J���b�g���������iAu�V�O���EPt�S�D�T���EPd�Q���EAg�P�R�D�U���ECu�W�D�W���@�ܗL�j
�g�p���v�ށF�N���X�g�o���C�g���v��
�@�@�@�@�@�@�@�����_���n���v�ށi�J�[�{���ܗL�j
�@�@�@�@�@�@�@�@�@ |
| |
�P�D�L���b�v�쐻
|
�@ |
| �ʐ^�P�@�x�l�t�B�b�g�f�@�̃L���b�v |
| |
�@  |
| �ʐ^�Q�@�x�o�|�R�T�@�̃L���b�v |
| |
�@ |
| �ʐ^�R�@�����@�̃L���b�v |
|
�Q�D����
|
�L���b�v�쐬��L���b�v��ɂv�`�w�t�o���s���A�\�P�Ɏ��������łQ��ނ̖��v�ނ�p���Ă��ꂼ�ꖄ�v���A�\�Q�Ɏ���������
�����O�ċp��A�L���X�p�b�N�U�O�O�O�ɂăx�l�t�B�b�g�f���L���X�g�����ڂ��܂����B
|
�\�P�@���ڎg�p�����Ɩ��v�ނ̏���
| ���� |
�L���b�v |
���ڍ��� |
�������g�p���v�� |
| �����P |
�x�l�t�B�b�g�f |
�x�l�t�B�b�g�f |
�N���X�g�o���C�g�n���v�� |
| �����Q |
�J�[�{���ܗL�����_���n���v�� |
| �����R |
�x�o�|�R�T |
�N���X�g�o���C�g�n���v�� |
| �����S |
�J�[�{���ܗL�����_���n���v�� |
| �����T |
���� |
�N���X�g�o���C�g�n���v�� |
| �����U |
�J�[�{���ܗL�����_���n���v�� |
|
�\�Q�@�����O���X�P�W���[��
| �g�p���v�� |
�����O���X�P�W���[�� |
| �N���X�g�o���C�g�n���v�� |
�V�T�O���łS�O���W�� |
| �J�[�{���ܗL�����_���n���v�� |
�������烊���O�����B�R�O�O���łR�O���W����A�W�T�O���łS�O���W�� |
|
�L���b�v�@�F�@�x�l�t�B�b�g�f�@�@�@�@�@���ڍ����@�F�@�x�l�t�B�b�g�f |
 �@�@�@�@�@�@�@�@�@ �@�@�@�@�@�@�@�@�@ |
| �@�@�@�@���v�ށ@�F�@�N���X�g�o���C�g�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@���v�ށ@�F�@�J�[�{���ܗL�����_���n |
| |
�L���b�v�@�F�@�x�o�|�R�T�@�@�@�@�@���ڍ����@�F�@�x�l�t�B�b�g�f |
 �@�@�@�@�@�@�@�@ �@�@�@�@�@�@�@�@  |
| ���v�ށ@�F�@�N���X�g�o���C�g�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@���v�ށ@�F�@�J�[�{���ܗL�����_���n |
| |
�L���b�v�@�F�@�����@�@�@�@�@�@�@�@���ڍ����@�F�@�x�l�t�B�b�g�f |
�@�@ �@�@�@�@�@�@�@�@ �@�@�@�@�@�@�@�@  |
| ���v�ށ@�F�@�N���X�g�o���C�g�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@���v�ށ@�F�@�J�[�{���ܗL�����_���n |
| |
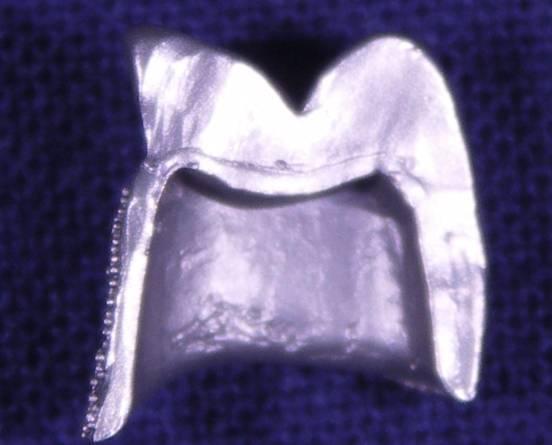
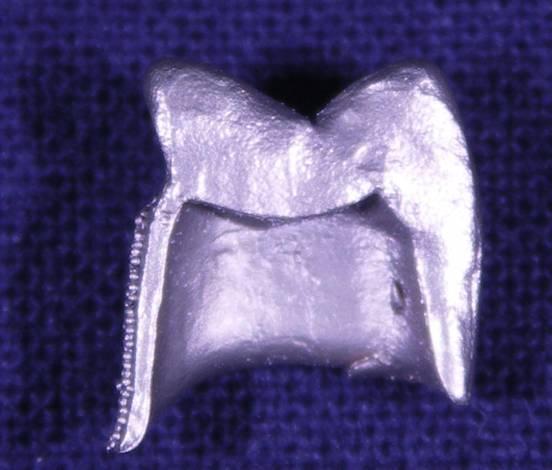
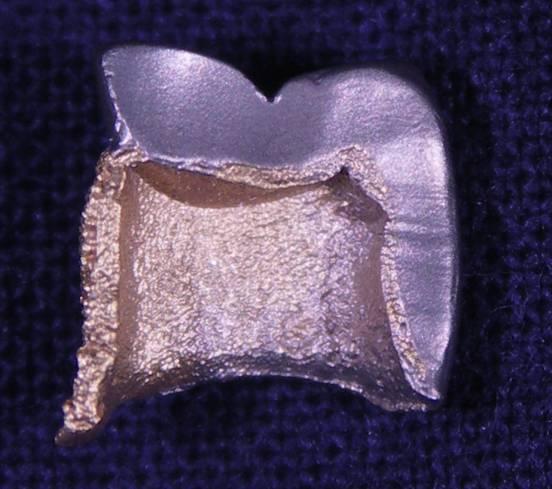
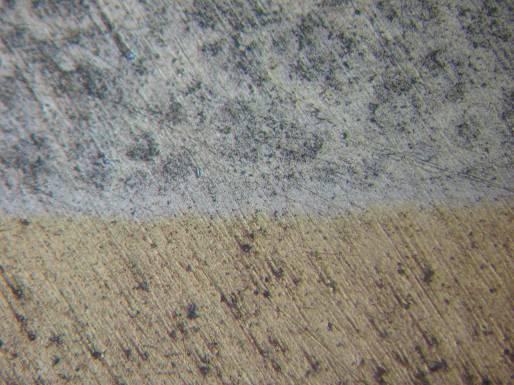
���ɂ��ꂼ��̎����Ђ�������������p���Ē��ڊE�ʕt�߂̊ώ@���s���܂����B
�ʐ^�͂S�O�O�{�ł� |
�L���b�v�@�F�@�x�l�t�B�b�g�f�@�@�@�@�@���ڍ����@�F�@�x�l�t�B�b�g�f |
 �@�@�@�@�@�@�@ �@�@�@�@�@�@�@  |
| �@�@���v�ށ@�F�@�N���X�g�o���C�g�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@���v�ށ@�F�@�J�[�{���ܗL�����_���n |
| |
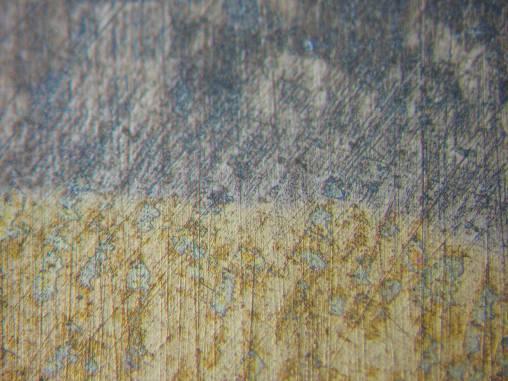
�L���b�v�@�F�@�x�o�|�R�T�@�@�@�@�@���ڍ����@�F�@�x�l�t�B�b�g�f |
 �@�@�@�@�@�@�@�@ �@�@�@�@�@�@�@�@ |
| ���v�ށ@�F�@�N���X�g�o���C�g�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@���v�ށ@�F�@�J�[�{���ܗL�����_���n |
| |
| �L���b�v�@�F�@�����@�@�@�@�@�@�@�@���ڍ����@�F�@�x�l�t�B�b�g�f |
 �@�@�@�@�@�@ �@�@�@�@�@�@  |
| ���v�ށ@�F�@�N���X�g�o���C�g�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@���v�ށ@�F�@�J�[�{���ܗL�����_���n |
����
����R��ނ̃��^���ŃL���b�v���쐻���A�Q��ނ̖��v�ނ�p���Ă��ꂼ��Ƀx�l�t�B�b�g�f�𒒐ڂ��܂����B
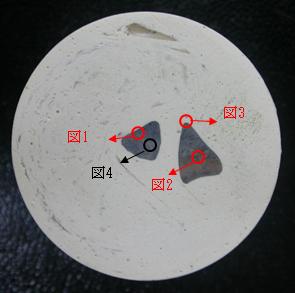
���ʂP�@�J�[�{���ܗL�̖��v�ނ��g�p�������́A�m���J�[�{���̖��v�ނ��g�p�������́A�Œ��ڊE�ʂ̍��ق͔F�߂��܂���
�@�@�@�@�@�ł����B
���ʂQ�@�L���b�v�������ō쐻���A�x�l�t�B�b�g�f�𒒐ڂ��������ЈȊO�͑S�Ē��ڊE�ʂɎ_��������݂��A���Ԃ��m�F�ł����B
|



 �@�}�Q
�@�}�Q �@�}�R
�@�}�R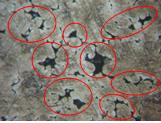 �@�}�S
�@�}�S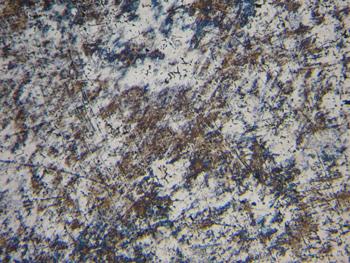 �@
�@ �@�@�@�@�@�@�@�@�@�@�@
�@�@�@�@�@�@�@�@�@�@�@
 �@�@�@
�@�@�@ 
 �@�@�@�@�@
�@�@�@�@�@


 �@�@�@
�@�@�@
 �@�@�@
�@�@�@
 �Ԑ��̉ӏ��Őؒf���f�ʂ��ώ@
�Ԑ��̉ӏ��Őؒf���f�ʂ��ώ@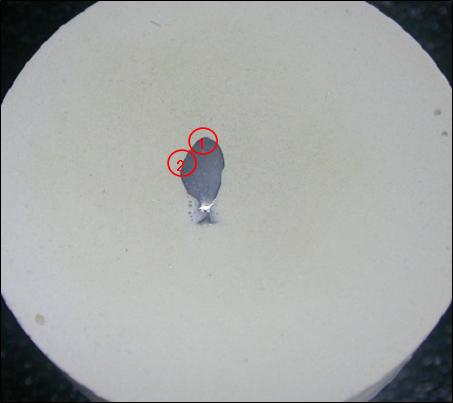
 �@�@�@�@
�@�@�@�@
 �@�@�@�@
�@�@�@�@
 �@
�@ �@
�@