| リング焼却 | ||
| 実験 使用メタル・・・・Au58.5%・Pd31.3%・Ag1.95% MB用セミプレシャス合金 リング温度・・・・830℃ 係留時間・・・・・20分 鋳造温度・・・・・1410℃ メーカー推奨の温度(液相点+液相点の10%)真空加圧反転式鋳造機 以上の条件で、ワックスの量の違いでどのような違いあるかを実験しました。 写真は両方とも100倍です |
||
 |
 |
|
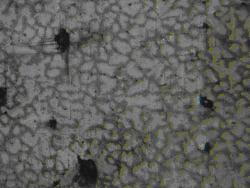
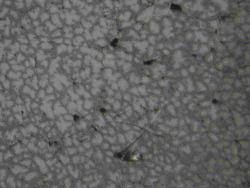
| 試験片① 1cm×1cm 厚さ4mm | 試験片② 1cm×1cm 厚さ1mm | |
| ワックスの量が多いフレーム | ワックスの量が少ないフレーム | |
ワックスの量が多いフレームは少ないフレームと比べて酸化物の取り込みが多いことがわかります。 このことからワックスの量(鋳造物の大きさや厚さ)によってリング焼却温度を変えることが望ましいと 思われます。 |
||
