写真:山本貴金属地金㈱提供 |
|
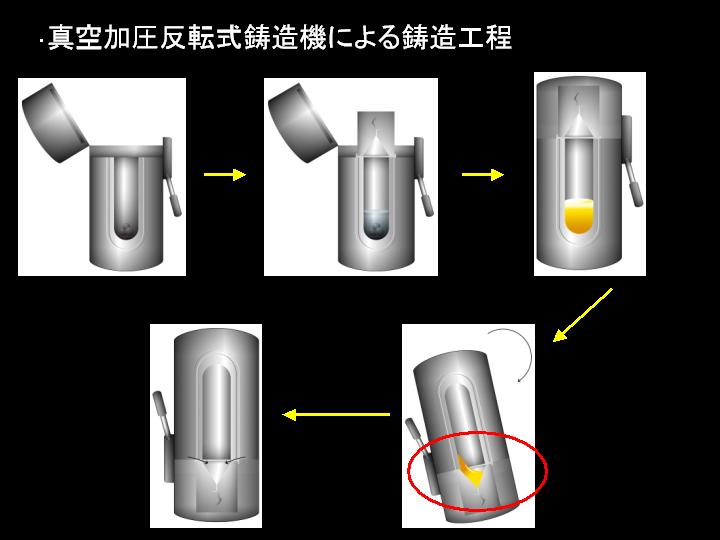
| チャンバーが反転して圧がかかる時にスプルーの入り口がメタルで塞がれるようにする | |
| 空気(鋳造圧)の進入 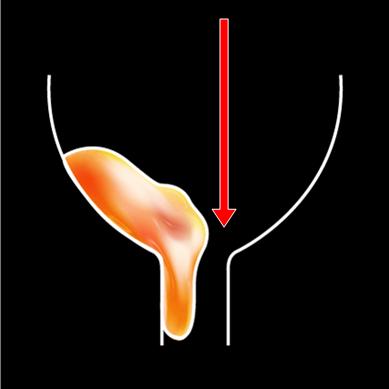 写真:山本貴金属地金㈱提供 |
空気(鋳造圧)の進入 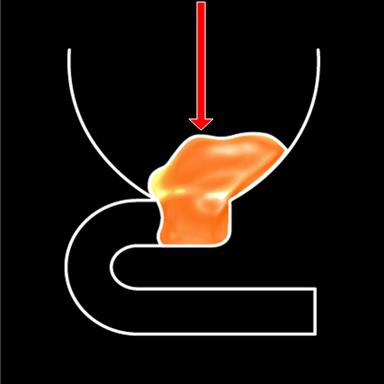 写真:山本貴金属地金㈱提供 |
| 直線のスプルーの場合、図のように溶湯がスプルーの入り口を塞ぐ前に空気(鋳造圧)が、かかってしまう恐れがある | 湾曲スプルーの場合、図のように溶湯がスプルーの入り口付近で一度たまる為入り口を塞ぐ前に空気(鋳造圧)がかかるのを防ぐことができる |
| 上記のことから合金が流れ込む際に空気まで鋳込まれる可能性を避ける為、 真空加圧反転式鋳造機のスプイルーイングは湾曲スプルーを用いると良い |
|
  |
|
| 円錐台(フォーマー)について | |
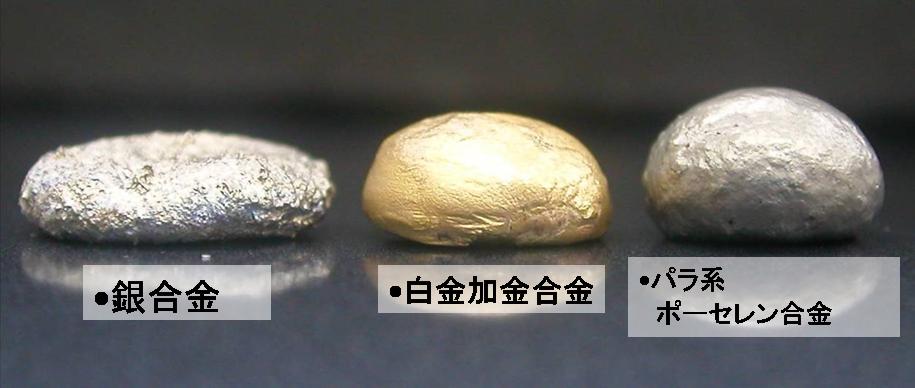 写真:山本貴金属地金㈱提供 |
|
| 上の写真のようにメタルには表面張力や粘性があります。 チャンバーが反転しルツボから溶湯がリングに流れ込む際、溶湯には表面張力がある為バウンドしてしまう恐れがあります。そこで、真空加圧反転式鋳造機での鋳造の際に使うリングフォーマーは流れ込んだ溶湯をバウンドさせずにすばやく落ち着かせる事が出来るように背の高いフォーマーを使用することをお勧めします |
|
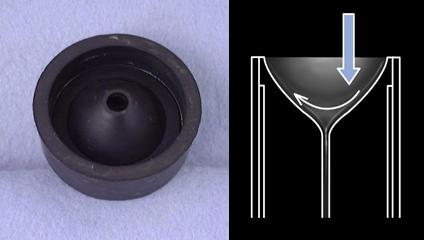 写真:山本貴金属地金㈱提供 |
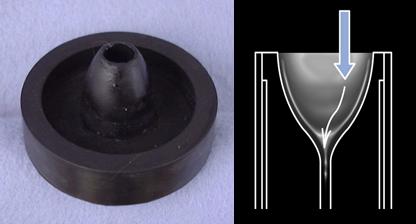 写真:山本貴金属地金㈱提供 |
| 反転加圧型鋳造機に適していないフォーマー | 反転加圧型鋳造機に適したフォーマー |
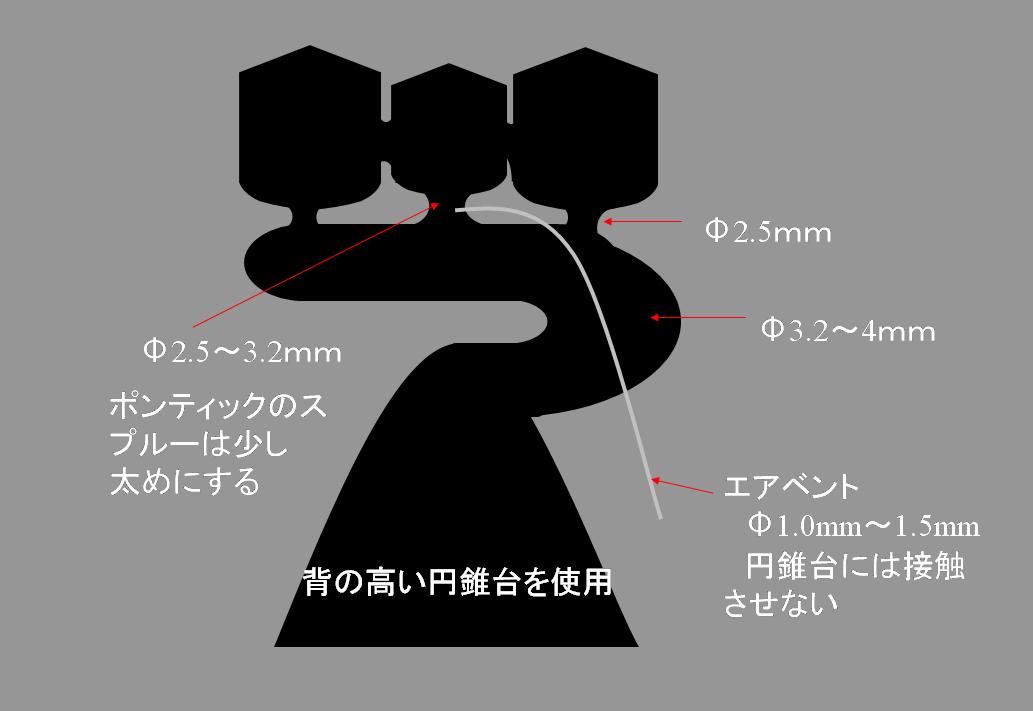
| 真空加圧反転式鋳造機の一般的なスプルーイング | |
 |
|
