| 遠心鋳造機 | ・鋳造圧が遠心方向にしかかからない ・初期圧が小さく鋳造圧の持続も真空加圧型鋳造機に比べ短い ・合金自体の凝固時間が真空加圧型鋳造機に比べ短くなる ・鋳造条件を設定する事が出来ない為、常に同条件での鋳造が困難 ・キャストタイミングが目視の為オーバートやアンダーヒートなどの危険がある |
|
 |
||
| 真空加圧反転式鋳造機 | ・遠心鋳造機と違い鋳造圧が全体方向に均一にかかる ・鋳造圧を持続させる事が出来る ・鋳造温度を設定出来る為、オーバーヒートやアンダーヒートの危険がない ・鋳造条件を設定出来る為、常に同条件での鋳造か出来る ・カーボンルツボを使用することで、メタル溶解時の酸化を防ぐ事ができる (セラミックルツボ使用時は除く) |
|
 |
||
 |
||
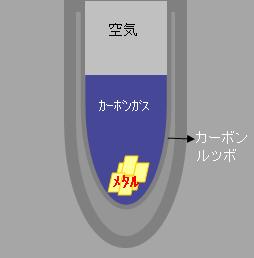
| カーボンガスは空気より比重が重いため、ルツボ内がカーボンガスで満たされ溶解中のメタルが空気に触れないので、 メタルを酸化させることなく溶解できる |
||
